
Učinak temperature žarenja na ohlađenu valovitu gvožđe od niskohromnog molibdena
Pod utjecajem procesa lijevanja, rashlađena valjana guma od niskokromiranog molibdenovog čelika ima relativno veliko naprezanje pri lijevanju u lijevanom stanju, pa je potrebna obrada žarenjem za ublažavanje naprezanja. Praksa je pokazala da temperatura žarenja oslobađanja od naprezanja ne utječe samo na stupanj rasterećenja lijevanja, već utječe i na strukturu i performanse valjka.
Korištenjem indukcijske električne peći sa indukcijskom frekvencijom za topljenje rastopljenog željeza, postupak izlijevanja na dnu, promjer radne površine valjaka je 288 mm, a sastav je prikazan u tablici 1. Upotrijebite tokarski stroj za rezanje debljine 20 mm i širine 40 mm (radijalna dimenzija ) prsten iz valjanog ohlađenog sloja. Prsten je izrezan na nekoliko uzoraka, koji su žareni i termički obrađeni na različitim temperaturama, a zatim je uočena metalografska struktura i tvrdoća.
Na slici 1 prikazana je metalografska struktura vanjskog dijela prstena za rezanje valjka (blizu hladnog tipa) i unutrašnjosti rezanog prstena (blizu jezgre valjka). Slika 1a i slika 1b pokazuju da je lijevana struktura valjka od perlita, ledeburita i karbida. Količina karbida na vanjskoj strani tangentnog prstena je veća, a količina perlita je manja, a količina karbida na unutrašnjoj strani tangentnog prstena je manja, a količina perlita veća. . Test pokazuje da čak i ako temperatura žarenja dostigne 600 ° C i vrijeme držanja je 4 sata, struktura valjka i dalje nema očigledne promjene, kao što je prikazano na slici 1c i slici 1d.

(a) Izliveno izvana (b) Izliveno iznutra
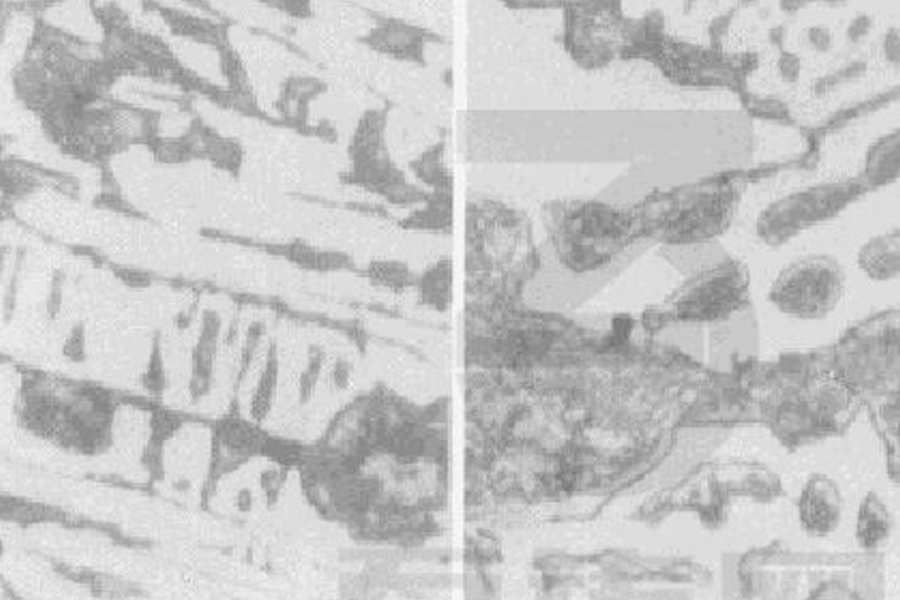
(c) Vanjska strana nakon 600 ℃ × 4h toplinske obrade (d) Unutrašnja strana nakon 600 ℃ × 4h termičke obrade
Slika 1 Metalografska struktura valjka
Slika 2 prikazuje tvrdoću na različitim položajima rezanog prstena radnog sloja valjaka u lijevanom stanju i nakon različitih toplinskih obrada. Slika pokazuje da se tvrdoća valjka postupno smanjuje od vanjske do unutrašnje strane reznog prstena. Nakon toplinske obrade tvrdoća valjaka se smanjuje, a smanjenje tvrdoće raste s porastom temperature toplinske obrade. Kad temperatura toplinske obrade dostigne 600 ° C, tvrdoća se značajno smanjuje. Prema zahtjevima kupca o tvrdoći valjaka, u proizvodnji biramo temperaturu žarenja od 400 ℃.

rasprava
Smanjenje tvrdoće valjaka nakon toplinske obrade uzrokovano je s tri faktora. Jedan je da se metalografska struktura mijenja tijekom toplinske obrade, poput raspadanja karbida. Prema slici 1, čak i ako temperatura toplinske obrade dostigne 600 ° C, struktura valjaka i dalje nema značajnih promjena. Ovaj rezultat je u skladu s faznim dijagramom ferolegure [1]. Može se vidjeti da smanjenje tvrdoće valjanja nije uzrokovano promjenama u metalografskoj strukturi. Drugi je da se legirajući elementi ravnomjerno raspršuju i da se smanjuje stupanj prezasićenja tijekom procesa toplinske obrade, odnosno uzrokovan promjenama u mikrostrukturi. Kako bi se utvrdio učinak ovog faktora, eksperiment je mjerio mikrotvrdoću karbida i perlita nakon različitih toplinskih obrada (vidi sliku 3). Rezultati mjerenja pokazuju da se mikrotvrdoća perlita i karbida nakon termičke obrade smanjuje u različitim stupnjevima. Ova pojava mora dovesti do smanjenja makroskopske tvrdoće valjka. Treći je smanjenje makroskopske tvrdoće valjaka s ublažavanjem naprezanja pri lijevanju.
zaključak
Nakon što se ohlađena niskohromirana molibdenova duktilna gvozdena rola žari i termički obradi na manje od 600 ° C, metalografska struktura se ne mijenja značajno, ali se smanjuje makroskopska tvrdoća. Kada je temperatura toplinske obrade manja od 450 ° C, sutvrdoća se malo smanjuje, a kada je temperatura toplinske obrade viša od 600 ° C, tvrdoća se više smanjuje. Razlog smanjenja makroskopske tvrdoće je smanjenje mikrotvrdoće i uklanjanje naprezanja pri lijevanju.
Molimo zadržite izvor i adresu ovog članka radi ponovnog štampanja: Učinak temperature žarenja na ohlađenu valovitu gvožđe od niskohromnog molibdena
Minghe Tvrtka za lijevanje tla posvećeni su proizvodnji i pružaju kvalitetne dijelove i dijelove za lijevanje visokih performansi (opseg dijelova za livenje metala uglavnom uključuje Tankozidno lijevanje,Vruće komore Die Casting,Livenje u hladnoj komori), Okrugla usluga (usluga lijevanja,CNC obrada,Izrada kalupa, Površinska obrada). Bilo koji prilagođeni lijev od aluminija, livenje magnezijumom ili Zamakom / cinkom i drugi odljevci dobrodošli su da nas kontaktirate.

Pod kontrolom ISO9001 i TS 16949, svi procesi se provode kroz stotine naprednih mašina za livenje pod tlakom, 5-osnih mašina i drugih objekata, od blastera do Ultra Sonic mašina za pranje rublja. Minghe ne samo da ima naprednu opremu već ima i profesionalnu opremu tim iskusnih inženjera, rukovatelja i inspektora kako bi ostvarili dizajn kupca.

Ugovorni proizvođač kalupa. Mogućnosti uključuju dijelove za livenje aluminijuma u hladnoj komori od 0.15 lbs. do 6 lbs., brza promjena i obrada. Usluge s dodanom vrijednošću uključuju poliranje, vibriranje, uklanjanje brušenja, miniranje sačmama, farbanje, oblaganje, premazivanje, montaža i obrada alata. Materijali s kojima se radi uključuju legure poput 360, 380, 383 i 413.

Pomoć pri dizajniranju lijevanja cinkom / istovremene inženjerske usluge. Prilagođeni proizvođač preciznih odljevaka od cinka. Mogu se proizvoditi minijaturni odljevci, odljevci za kalupe pod visokim pritiskom, odlivci kalupa sa više klizača, konvencionalni odljevci od kalupa, odljevci za kalupe i neovisni kalupi i odljevci sa šupljinom. Odljevci se mogu izrađivati u dužinama i širinama do 24 in. U toleranciji +/- 0.0005 in.

ISO 9001: 2015 certificirani proizvođač lijevanog magnezijuma. Mogućnosti uključuju lijevanje magnezijumom pod visokim pritiskom do 200 tona vruće komore i 3000 tona hladne komore, dizajn alata, poliranje, oblikovanje, obrada, farbanje u prahu i tečnostima, puni QA sa CMM mogućnostima , montaža, pakovanje i dostava.

Ovjeren ITAF16949 Dodatna usluga lijevanja uključuje investiranje,livenje peska,Gravitacijsko lijevanje, Casting Lost Foam,Centrifugalno livenje,Vakuumski livenje,Trajno lijevanje kalupa, .Sposobnosti uključuju EDI, inženjersku pomoć, solidno modeliranje i sekundarnu obradu.

Casting Industries Studije slučaja za dijelove za automobile, bicikle, zrakoplove, muzičke instrumente, plovila, optičke uređaje, senzore, modele, elektroničke uređaje, kućišta, satove, mašine, motore, namještaj, nakit, vrpce, telekom, osvjetljenje, medicinske uređaje, fotografske uređaje, Roboti, skulpture, zvučna oprema, sportska oprema, alat, igračke i još mnogo toga.
Šta vam možemo dalje pomoći?
∇ Idite na početnu stranicu za Kina za lijevanje pod pritiskom
→Dijelovi za lijevanje- Otkrij šta smo uradili.
→ Povezani savjeti o Usluge lijevanja
By Proizvođač lijevanja Minghe | Kategorije: Korisni članci |materijal Tagovi: Aluminijsko livenje, Lijevanje cinka, Magnezijum lijevanje, Titanijsko livenje, Lijevanje nehrđajućeg čelika, Lijevanje od mesinga,Lijevanje bronce,Casting Video,Istorija kompanije,Aluminijsko livenje | Komentari isključeni







