
Utjecaj bušilice i nikla na otpornost na toplinska oštećenja 4Cr5Mo2V čeličnog lijevanog čelika

4Cr5 Mo2V je čelični čelik za lijevanje koji se često koristi. U procesu lijevanja aluminijske legure pod tlakom, zbog erozije i prianjanja rastaljenog aluminija, kalup će pretrpjeti toplinska oštećenja, poput toplinskog zamora i gubitka toplinske taline, što rezultira smanjenjem njegove tvrdoće, pa čak i prijevremenog loma.
Kako bi se ispitalo mogu li nikal ili suhoća poboljšati otpornost na toplinska oštećenja kalupa za lijevanje od aluminijske legure, pripremljeni su 4Cr5 Mo2V čelik i 4Cr5Mo2V čelični ispitni blokovi koji sadrže 1% Ni i 1% Co (maseni udio), a ugrađeni su nakon kaljenje i kaljenje. U fiksnoj matrici kalupa za lijevanje, aluminijska legura ADC12 s temperaturom od 800 ℃ naknadno je lijevana 200 do 1,000 puta, a ispitivana je makro morfologija i površinska tvrdoća ispitnog bloka.
Rezultati pokazuju da se nakon 1,000 puta lijevanja aluminijske legure pod tlakom čelični ispitni blok 4Cr5Mo2V najjače zalijepio za aluminij i proizveo vrlo malo pukotina nalik na mrežu; čelični ispitni blok koji sadrži Ni blago je prilijepljen za aluminij, a čelični ispitni blok koji sadrži Co najmanje se lijepio za aluminij, što ukazuje da sadržaj 1% Co 4Cr5Mo2V čelika ima najbolju toplinsku otpornost na legure lijevanog aluminija. Osim toga, u usporedbi s tvrdoćom prije lijevanja aluminijske legure, nakon 1,000 puta lijevanja, površinska tvrdoća čelika 4Cr5Mo2V, uzoraka čelika 4Cr5Mo2V koji sadrže nikal i suhu smanjila se za 2.8, 1.8 i 1.4 HRC, tj. više legura aluminija za lijevanje. Štetni utjecaj na površinsku tvrdoću čelika sa sadržajem nikla i suhog 4Cr5Mo2V manji je od utjecaja čelika 4Cr5Mo2V, što je povezano s učinkom jačanja Co i Ni u čvrstom rastvoru, što je korisno za poboljšanje otpornosti aluminija na tekućinu od erozije plijesan i čine kalup manje osjetljivim na toplinska oštećenja.
Lijevanje od aluminijske legure je složen proces na visokim temperaturama i pod visokim tlakom. Mnogo je faktora koji utječu na toplinska oštećenja (uključujući toplinski zamor i toplinske gubitke) performanse kalupa za lijevanje od aluminijske legure. Među njima je posebno važan sastav čelika za toplu obradu.
U normalnim okolnostima može se izbjeći kvar matrice za lijevanje uslijed pucanja i plastične deformacije. Pucanje plijesni obično je uzrokovano slučajnim mehaničkim preopterećenjem ili toplinskim preopterećenjem, što rezultira ozbiljnom koncentracijom naprezanja. Rano pucanje toplinskim zamorom i gubitak zavarivanja (površinsko toplinsko oštećenje) kalupa za lijevanje pod pritiskom glavni su načini kvara, a ta dva često utječu jedno na drugo. Čelik 4Cr5Mo2V je široko korišteni čelik za toplu obradu, dobre otpornosti na habanje i otpornosti na plastične deformacije. Bušilica i nikal su obično korišteni legirajući elementi koji mogu učinkovito povećati čvrstoću i tvrdoću čelika i imati određeni učinak na otpornost na toplinska oštećenja. Stoga se proučavaju 4Cr5Mo2V čelik, 4Cr5Mo2V koji sadrži 1% Ni i 1% Co (maseni udio, isto dolje). Otpornost čelika na oštećenja istopljenog aluminijuma od velikog je značaja za usmjeravanje stvarne proizvodnje.
Međutim, većina metoda za proučavanje toplinskih oštećenja čeličnog lijevanog čelika prije usta simulira zagrijavanje i hlađenje. Uzorak od čelika ne dolazi u direktni kontakt sa istopljenim aluminijumom i ne uključuje efekt ribanja rastopljenog aluminijuma, poput direktnog indukcionog zagrijavanja uzorka čelika. -A. U ovom radu pripremljeni su trokomponentni čelični kalupi za ispitivanje i ugrađeni u kalup za lijevanje pod tlakom kako bi se izvršilo ispitivanje lijevanjem od legure aluminija ADC12. Oštećenje perforiranog aluminija.
1. Materijali i metode ispitivanja
1.1 Ispitni materijali
Hemijski sastav čelika 4Cr5Mo2V, 4Cr5Mo2V čelika koji sadrži 1% Ni (u daljem tekstu 4Cr5Mo2V + Ni čelik) i 4Cr5 Mo2V čelika koji sadrži 1% Co (u daljem tekstu 4Cr5Mo2V + Co čelika) prikazan je u Tabeli 1. Test je bio liveno sa ADC12 Hemijski sastav legure aluminijuma prikazan je u Tabeli 2.
| Tablica 1 Hemijski sastav ispitivanih čelika za livenje pod tlakom (maseni udio) % | |||||||
| materijal | C | Cr | Mo | V | Co | Ni | Si |
| Čelik 4Cr5Mo2V | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V+Ni čelik | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V+Co čelik | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Tablica 2 Hemijski sastav legure aluminija ADC12 % | |||||||||
| element | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Ocena kvaliteta | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Metoda ispitivanja
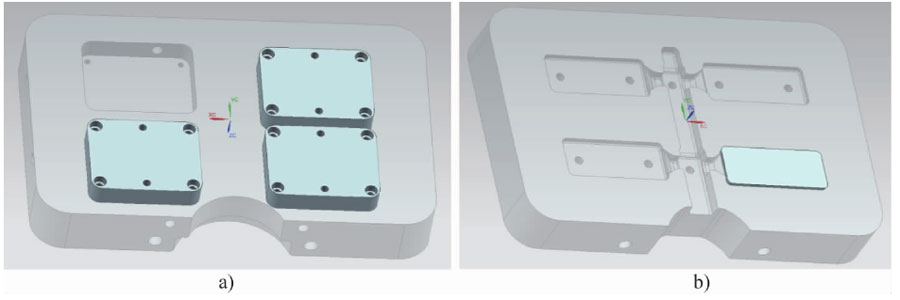
Žareni čelik 4Cr5Mo2V, 4Cr5Mo2V + Ni čelik i 4Cr5Mo2V + Co čelik prerađeni su u ispitne blokove kako je prikazano na slici 1. Nakon vakuumskog kaljenja, oni su kaljeni dva puta, tvrdoće oko 47 HRC, i fino samljeveni radi uklanjanja oksidnog kamenca.
Broj grupe ispitnog bloka ugrađen je u utor fiksiranog kalupa, a šupljina lijevane aluminijske legure postavljena je u pokretni kalup, kao što je prikazano na slici 2. Horizontalna mašina za lijevanje u hladnoj komori od 500 t i samo-dizajnirani kalup korišteni su za ispitivanje lijevanja pod pritiskom od lima aluminijske legure ADC12, a aluminijska legura je ponovno korištena. Temperatura istopljenog aluminija je viša, 800 ° C, kako bi se ubrzalo ispitivanje (općenito, temperatura lijevanja aluminijske legure ADC12 je (650 120) ° C). Budući da je temperatura rastaljenog aluminija 800 ℃, što ne dostiže talište intermetalnog spoja Fe-A1, rezultirajući spoj će postojati u istopljenom aluminiju kao nečistoće nakon pada. Ponovljena upotreba rastopljenog aluminijuma također će uzrokovati povećanje nečistoća i ojačati aluminij. Učinak ribanja tekućine, čime se ubrzava test.
Nakon testa lijevanja pod tlakom, stereo mikroskop je primijećen za promatranje fenomena adhezije aluminija na površini ispitnog bloka; mikroskop ultra-dubine polja korišten je za daljnje promatranje stupnja prianjanja aluminija i ima li pukotina na površini ispitnog bloka.
2. Rezultati ispitivanja i analiza
2. 1 Površinska morfologija testnog bloka
2.1.1 Površinski lijepljeni aluminij
Slika 3 prikazuje morfologiju površine tri čelična ispitna bloka bez lijevanja i nakon 600,1000 puta lijevanja. Sa slike 3 (b, e, h) može se vidjeti da nakon 600 puta lijevanja, čelični ispitni blok 4Cr5Mo2V ima najozbiljnije lijepljenje aluminija.
Čelični ispitni blok 4Cr5Mo2V + Co drži se najmanje aluminija. Slika 3 (c, f, i) pokazuje da se adhezija aluminija na površini tri ispitna bloka povećala nakon 1,000 puta lijevanja. Površina čeličnog ispitnog bloka 4Cr5Mo2V ima očiglednu adheziju aluminija, dok druga dva ispitna bloka imaju blagu adheziju aluminija. Ispitivanje čelika 4Cr5Mo2V + Co Gruda aluminija je najmanja i ujednačena, što ukazuje na to da čelik 4Cr5Mo2V koji sadrži dijamante ima najbolju otpornost na oštećenja od tekućeg aluminija, dok je čelik 4Cr5Mo2V najgori. Dodavanje bušilica i nikalnih elemenata korisno je za stabilizaciju tvrdoće visoke temperature čelika 9-10, a površinu nije lako "omekšati" tijekom ponovljenog kontakta s istopljenim aluminijom, pa je otpornost na eroziju tekućeg aluminija bolja i prianjanje aluminija je blagi. Tijekom ispitivanja lijevanjem pod tlakom, istopljeni aluminij ulazi u šupljinu kako bi došao u dodir s ispitnim blokom, a neravna struktura ispitnog bloka, područje defekata pri obradi i druga lokalna područja lagano će se zalijepiti za aluminij. Aluminij u području s aluminijskim lijepljenjem reagirat će s čelikom i formirati Fe.} Al krhki srednji spoj, koji će se slomiti i oguliti pod ribanjem visokotlačne aluminijske tekućine, rezultirajući rupicama na površini kalupa i još mnogo toga ozbiljno lepljenje aluminijuma pod ribanjem tečnosti od aluminijuma.
2.1.2 Površinske pukotine
Slika 4 prikazuje morfologiju super-dubine polja čelika 4Cr5Mo2V, 4Cr5Mo2V + Ni čelika i 4Cr5Mo2V + Co uzoraka nakon 1,000 puta lijevanja. Iz slike 4 (a) može se vidjeti da postoji mali broj mikropukotina raspoređenih u gotovo neto obliku na površini čeličnog ispitnog bloka 4 Cry Mot V. Zalijepljeni aluminij i rastaljeni aluminij reagiraju s čelikom i tvore Fe.} Al spojeve. Koeficijent toplinskog širenja Fe.} Al različit je od koeficijenta matrice, što rezultira vrlo malom količinom mikropukotina u lijepljenom aluminiju i Fe.} Al i spojevima. Učinak ribanja rastopljenog aluminija uzrokuje širenje mikropukotina, a rastaljeni aluminij prodire u pukotinu i dalje reagira s matricom stvarajući spojeve Fe 2 Al. U naknadnom ponovljenom postupku lijevanja, spojevi Fe.} Al na površini ispitnog bloka se odljepljuju i formiraju jame. Nakon kiseljenja i ultrazvučnog čišćenja, površina ispitnog bloka izgledala je slična karakteristikama ribanja tekućine poput aluminija u obliku mreže. Slika 4 (b, c) pokazuje da nema pukotina u ispitnim blokovima od čelika 4Cr5Mo2V + Co i 4Cr5Mo2V + Ni, što ukazuje da dodavanje 1% bušilice ili molibdena ne samo da može smanjiti površinsko prianjanje aluminija, već i smanjiti tendencija pucanja kalupa i poboljšanje otpornosti na aluminij Performanse oštećenja tekućine. Dodavanjem nikla i dijamanata nekarbidnih elemenata za oblikovanje može se poboljšati visokotemperaturna tvrdoća kalupa, a dijamant također može potaknuti disperziju i taloženje molibden karbida tijekom procesa kaljenja i pojačati učinak stvrdnjavanja taloženjem 'z-} 3. Istraživanje Ling Qian i sur. je pokazao da dodavanje elemenata za stabilizaciju austenita u čelik za lijevanje pod pritiskom može smanjiti koncentraciju naprezanja. I bušilica i nikal elementi su koji proširuju zonu austenita, pa 4Cr5Mo2V + Ni čelik i 4Cr5Mo2V + Co čelične površine kalupa za lijevanje nisu sklone pukotinama.
Rastopljeni aluminij u procesu lijevanja je vrlo jak protiv plijesni. Prema faznom dijagramu Fe-A1, intermetalni spojevi Fe-Al nastali reakcijom čelika i rastopljenog aluminija uglavnom su FeAlz, Fez A15, FeA13 itd., Koji su krti. Faza od aluminijske legure bogata Al odvojite se od matrice i unesite istopljeni aluminij pod mlazom rastopljenog aluminija, ostavljajući rupe na površini kalupa. Kombinacija dijela aluminijske legure i udubljenja kalupa relativno je jaka i ne otpada, te dalje stvara Fe A1 spojeve. Aluminij, Fe.} Al i spojevi koji se tamo pridržavaju skloni su mikropukotinama tijekom hlađenja. Lim za lijevanje ima manje tekućeg aluminija, pa se brže učvršćuje, a reakcija između kalupa i tekućeg aluminija je sporija. Zbog toga površina testnog bloka ima manje jama zbog reakcije Fe i Al, a više ljepljivog aluminija nastaje erozijom aluminijske tekućine.
2. 2 Površinska tvrdoća
Tablica 3 prikazuje prosječnu vrijednost površinske tvrdoće tri ispitna bloka od čeličnog kalupa nakon različitog vremena lijevanja. Podaci u tablici 3 pokazuju da se površinska tvrdoća tri vrste testnih blokova blago smanjuje. Kako se povećava broj kalupa za lijevanje, to je ekvivalentno ponovljenom kaljenju ispitnog bloka, pa se tvrdoća smanjuje. Nakon 1,000 puta lijevanja, tvrdoća ispitnog bloka od čelika 4Cr5Mo2V + Co ima najmanji pad, koji iznosi 1.4 HRC; čelični ispitni blok 4Cr5Mo2V ima najočiglednije smanjenje.
Očigledno, pao je za 2. 8 HRC; površinska tvrdoća ispitnog bloka od čelika 4Cr5Mo2V + Ni pala je za 1 HRC. Stabilna tvrdoća plijesni korisna je za smanjenje lijepljenja aluminija, odnosno, korisno je oduprijeti se toplinskim oštećenjima lijevanim lijevanjem.
| Tablica 3 Površinska tvrdoća ispitnih blokova nakon lijevanja pod tlakom za različito vrijeme % | ||||||
| materijal | Nema livenja | 200 Times | 400 Times | 600 Times | 800 Times | 1000 Times |
| Čelik 4Cr5Mo2V | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V+Ni čelik | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V+Co čelik | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Nakon dugog kaljenja čelika pod tlakom, martenzit se raspada, a sekundarni karbidi postaju grublji, što rezultira smanjenjem površinske tvrdoće. Bušilica i nikal nisu karbidni elementi za oblikovanje, koji mogu zamijeniti atome Fe kako bi čvrsta otopina čelika ojačala '5 do' 8, tako da kalup ima veću čvrstoću pri visokim temperaturama i održava veću tvrdoću nakon ponovljenog brzog zagrijavanja i hlađenja. Kinesko udruženje za lijevanje u kalupima proučavalo je raspodjelu elemenata u kaljenom i kaljenom Cr-Mo-V-Ni čeliku i otkrilo da će tokom procesa kaljenja Ni elementi biti obogaćeni oko karbida, čime će se ometati atomi ugljika u feritu oko karbidi Kontinuirana difuzija karbida povećava aktivacijsku energiju grubljenja karbida, ometa rast karbida, čime se smanjuje pad tvrdoće čelika 4Cr5Mo2V koji sadrži nikal i poboljšava njegova otpornost na oštećenja istopljenog aluminija.
Kinesko udruženje za lijevanje u kalupima proučavalo je toplinsku stabilnost i promjene mikrostrukture čelika s kalupom s 1% Ni i bez Ni, te je otkrilo da će u kasnijoj fazi ispitivanja toplinske stabilnosti nikal usporiti tvrdoću čelika, čime će čelik bolje termički stabilan Sex. Bušenje je element koji proširuje faznu zonu austenita. Dodavanjem bušilice u čelik 4Cr5Mo2V može se pospješiti otapanje karbida tijekom procesa austenitizacije, povećati sadržaj ugljika u austenitu i povećati stabilnost austenita, čime se povećava zadržani austenit Količina tenzita i tvrdoća martenzita, a bušilica također može promovišu disperziju i taloženje molibden karbida tokom procesa kaljenja i pojačavaju efekat očvršćavanja taloženja z'-1.
Učinak jačanja nikla i bušenja na matricu čini da testni blok od čeličnog kalupa i dalje ima veću površinsku tvrdoću nakon opetovanog ribanja rastopljenog aluminija, tako da je otporniji na eroziju, što je korisno za poboljšanje otpornosti ispitnog bloka do oštećenja rastaljenog aluminija. Površinska tvrdoća ispitnog bloka i stupanj prianjanja aluminija također pokazuju (vidi sliku 3, tablicu 3): Izbušeni čelični ispitni blok 4Cr5 Mo2V ima najmanje površinskih udubljenja i prianjanja aluminija nakon 1,000 puta lijevanja, tj. otpornost na oštećenja tekućine od aluminija je najbolja. Stoga je učinak jačanja dodavanjem 1% Co u čelik veći od dodavanja 1% Ni, što oboje pogoduje poboljšanju performansi oštećenja čelika pod pritiskom od aluminija.
3.Conclusion
- Nakon 1 puta lijevanja aluminijske legure, uzorak čelika 000Cr4 Mo5V sa bušilicom ima najmanje aluminija, a uzorak čelika 2Cr4Mo5V drži najviše aluminija, odnosno čelik 2Cr4 Mo5V sa bušilicom ima najbolju otpornost na toplinska oštećenja.
- Nakon 1,000 puta lijevanja aluminijske legure, površinska tvrdoća čelika 4Cr5Mo2V, 4Cr5Mo2V + Ni čelika i 4Cr5Mo2V + Co uzoraka smanjena je za 2.8, 1.8 i 1.4 HRC, odnosno dodavanjem nikla ili bušilice može se značajno poboljšati otpornost na toplinska oštećenja od 4Cr5Mo2V čelika za livenje pod pritiskom.
Molimo zadržite izvor i adresu ovog članka radi ponovnog štampanja: Utjecaj bušilice i nikla na otpornost na toplinska oštećenja 4Cr5Mo2V čeličnog lijevanog čelika
Minghe Tvrtka za lijevanje tla posvećeni su proizvodnji i pružaju kvalitetne dijelove i dijelove za lijevanje visokih performansi (opseg dijelova za livenje metala uglavnom uključuje Tankozidno lijevanje,Vruće komore Die Casting,Livenje u hladnoj komori), Okrugla usluga (usluga lijevanja,CNC obrada,Izrada kalupa, Površinska obrada). Bilo koji prilagođeni lijev od aluminija, livenje magnezijumom ili Zamakom / cinkom i drugi odljevci dobrodošli su da nas kontaktirate.

Pod kontrolom ISO9001 i TS 16949, svi procesi se provode kroz stotine naprednih mašina za livenje pod tlakom, 5-osnih mašina i drugih objekata, od blastera do Ultra Sonic mašina za pranje rublja. Minghe ne samo da ima naprednu opremu već ima i profesionalnu opremu tim iskusnih inženjera, rukovatelja i inspektora kako bi ostvarili dizajn kupca.

Ugovorni proizvođač kalupa. Mogućnosti uključuju dijelove za livenje aluminijuma u hladnoj komori od 0.15 lbs. do 6 lbs., brza promjena i obrada. Usluge s dodanom vrijednošću uključuju poliranje, vibriranje, uklanjanje brušenja, miniranje sačmama, farbanje, oblaganje, premazivanje, montaža i obrada alata. Materijali s kojima se radi uključuju legure poput 360, 380, 383 i 413.

Pomoć pri dizajniranju lijevanja cinkom / istovremene inženjerske usluge. Prilagođeni proizvođač preciznih odljevaka od cinka. Mogu se proizvoditi minijaturni odljevci, odljevci za kalupe pod visokim pritiskom, odlivci kalupa sa više klizača, konvencionalni odljevci od kalupa, odljevci za kalupe i neovisni kalupi i odljevci sa šupljinom. Odljevci se mogu izrađivati u dužinama i širinama do 24 in. U toleranciji +/- 0.0005 in.

ISO 9001: 2015 certificirani proizvođač lijevanog magnezijuma. Mogućnosti uključuju lijevanje magnezijumom pod visokim pritiskom do 200 tona vruće komore i 3000 tona hladne komore, dizajn alata, poliranje, oblikovanje, obrada, farbanje u prahu i tečnostima, puni QA sa CMM mogućnostima , montaža, pakovanje i dostava.

Ovjeren ITAF16949 Dodatna usluga lijevanja uključuje investiranje,livenje peska,Gravitacijsko lijevanje, Casting Lost Foam,Centrifugalno livenje,Vakuumski livenje,Trajno lijevanje kalupa, .Sposobnosti uključuju EDI, inženjersku pomoć, solidno modeliranje i sekundarnu obradu.

Casting Industries Studije slučaja za dijelove za automobile, bicikle, zrakoplove, muzičke instrumente, plovila, optičke uređaje, senzore, modele, elektroničke uređaje, kućišta, satove, mašine, motore, namještaj, nakit, vrpce, telekom, osvjetljenje, medicinske uređaje, fotografske uređaje, Roboti, skulpture, zvučna oprema, sportska oprema, alat, igračke i još mnogo toga.
Šta vam možemo dalje pomoći?
∇ Idite na početnu stranicu za Kina za lijevanje pod pritiskom
→Dijelovi za lijevanje- Otkrij šta smo uradili.
→ Povezani savjeti o Usluge lijevanja
By Proizvođač lijevanja Minghe | Kategorije: Korisni članci |materijal Tagovi: Aluminijsko livenje, Lijevanje cinka, Magnezijum lijevanje, Titanijsko livenje, Lijevanje nehrđajućeg čelika, Lijevanje od mesinga,Lijevanje bronce,Casting Video,Istorija kompanije,Aluminijsko livenje | Komentari isključeni







