
Premaz za lijevanje izgubljene pjene za velike složene dijelove ljuske sa tankim zidovima
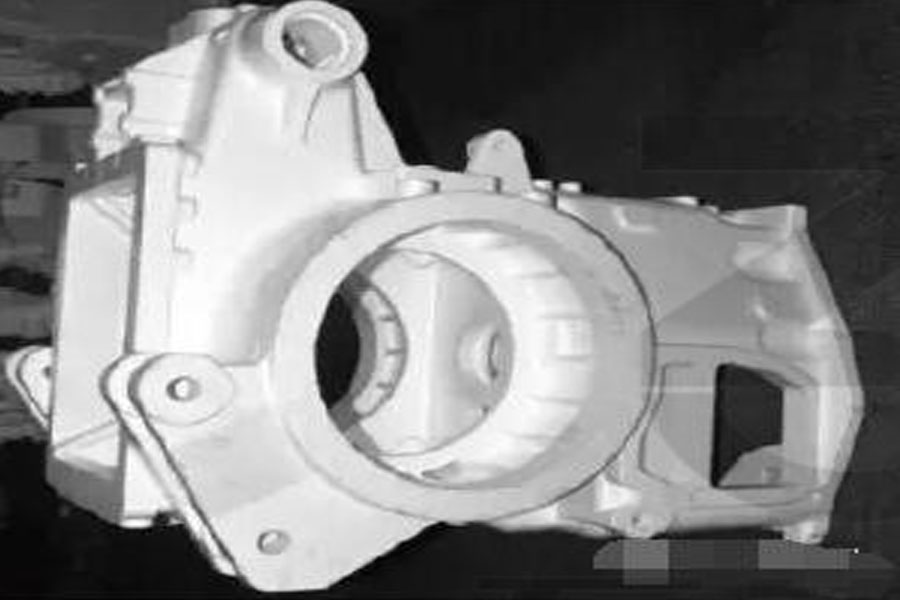
Traktor na kotačima velike snage koji je neovisno razvila China YTO Group Co., Ltd. ima veliko stražnje prijenosno kućište i vrlo složenu strukturu (vidi sliku 1), s vanjskim dimenzijama 1050 mm × 925 mm × 750 mm, a stvarna zapremina lijevanje je oko 0.085m3. Teoretska težina je oko 615 kg.
U probnoj proizvodnji ovog dijela ljuske korištena je tehnologija lijevanja izgubljene pjene. Tankozidni dio ljuske s tako velikom zapreminom i težinom te kompliciranom strukturom proizveden je ovom tehnologijom, a u postojećim časopisima i časopisima ima malo izvještaja. Kroz mnoge probne produkcije, otkriveno je da odljevci nakon izlijevanja imaju sljedeća tri problema: jedan je deformacija odljevaka, što otežava jamčenje točnosti dimenzija odljevaka; drugi je da se pijesak obložen željezom lako stvara u unutrašnjoj šupljini odljevka, što povećava poteškoće čišćenja; treći je površina lijevanja. Stvaraju se nedostaci čađe, zbog čega se odljevci obrađuju tijekom obrade.
Mnogo je faktora koji uzrokuju gore navedene nedostatke lijevanja, ali premaz igra vitalnu ulogu u cijelom procesu lijevanja izgubljene pjene. Ako sam premaz nije pravilno formuliran i performanse premaza su loše, ne samo da ne može učinkovito riješiti problem, već će uzrokovati i nedostatke.
- (1) Boja ima slabu vidljivost. Boja koja se koristi u proizvodnom testu je boja na vodenoj bazi, a bijeli kalup stražnjeg prijenosnog kućišta izrađen je od polistirenske pjene, koju nije lako nakvasiti ili probiti bojom na bazi vode. Loše vlaženje, loš premaz i boja ne može visiti na površini bijelog kalupa ili se loše prijanja. S jedne strane, to će uzrokovati višestruko premazivanje uzorka, a tendencija bijelog plijesni da se deformira tijekom višestrukih procesa premazivanja i sušenja će se povećati. ; S druge strane, uzrokovat će neujednačenu debljinu premaza, čak i prekidnu prevlaku, a lokalno izlaganje bijele plijesni uzrokovat će nedostatke lijepljenja pijeska. Zbog velike veličine bijelog kalupa stražnjeg prijenosnog kućišta (vidi sliku 2), uzgon koji se stvara tokom uranjanja uzrokovat će lom izgleda. Stoga se za primjenu bijele plijesni koristi kombinacija prskanja i premazivanja zavjesa. Svojstva premaza postavljaju veće zahtjeve.
- (2) Čvrstoća premaza je niska. Bijeli kalup stražnjeg mjenjača ima veliku zapreminu, tanke stijenke i malu gustoću. Cijeli bijeli kalup nema svojstvenu krutost. Čvrstoća prianjanja premaza na sobnoj temperaturi nije visoka i lako se može izazvati ljuštenje i oštećenje premaza tokom sušenja i rukovanja uzorkom. Ne može se jamčiti da uzorak ima dovoljnu otpornost na deformacije tijekom procesa punjenja pijeska i zbijanja, što rezultira deformacijom; čvrstoća premaza na visokim temperaturama nije visoka, u uvjetima visoke temperature nemoguće je spriječiti oštećenje premaza tijekom procesa lijevanja i formiranja rastaljenog metala, uzrokujući urušavanje, lijepljenje pijeska i druge nedostatke, tako da ne može se garantovati tačnost dimenzija i kvalitet površine odlivaka; loša zaostala čvrstoća premaza uzrokovat Nije lako očistiti premaz s površine odljevka nakon izlijevanja.
- (3) Propusnost zraka premaza je loša. Budući da je materijal probnog proizvoda HT250, u proizvodnom testu temperatura izlijevanja se kontrolira na 1380 ~ 1430 ℃, dok je materijal bijelog kalupa polistirenska pjena koja se nalazi u temperaturnom rasponu od 1350 ~ 1550 ℃. , Počinje brzo pucati, gori i isparava, a polimeri niske molekulske mase brzo pucaju, a taloži se velika količina vodika i slobodnog ugljika. Ako je propusnost zraka premaza slaba, velika količina proizvoda pirolize ne može se glatko izvesti kroz premaz, što će uzrokovati pore u lijevanju; ako premaz ne može apsorbirati ostatke nastale pri sagorijevanju polistirenske pjene, lijevanje je sklono rezidualnim defektima uključivanja ugljika.
Usmjeren na defekte lijevanja uzrokovane premazima u tehničkoj pozadini, fokusira se na razvoj formulacija premaza i istovremeno istražuje proces miješanja premaza.
Razvoj formulacija premaza
1. Sastav i izbor materijala
- (1) Premaz sa pjenom od vatrostalnog praha ima tri važna zahtjeva za odabir vatrostalnog praha: Prvo, veličina čestica vatrostalnog praha trebala bi biti relativno gruba, ali ako je previše gruba, utjecat će na otpor premaza prema pijesku, i pijesak protiv lijepljenja će se uzeti u obzir. I visoku propusnost zraka, odaberite veličinu čestica 0.08 ~ 0.071 mm (180/200 oka); drugo, okruglog oblika vatrostalnog praha, to bolje, okrugli prah ima dobru propusnost zraka; treći je da vatrostalni prah ima dobru propustljivost zraka; Proizvodi pirolize pjenaste plastike moraju imati adsorpcijski kapacitet. Kako bi se poboljšale ukupne performanse premaza, kao vatrostalni prah odabran je boksitni klinker prah visokog glinice (veličina čestica 0.08 mm) i prah liskuna (veličina čestica 0.071 mm). Boksit sa visokim sadržajem glinice ima poroznu strukturu sa zaobljenim zrncima, što može poboljšati propusnost zraka premaza i adsorpcijski kapacitet proizvoda pirolize pjene; prah liskuna je slojeviti silikat iz strukture, koji je otporan na toplinu i otporan na habanje, Izolacijske performanse, dobra elastičnost i fleksibilnost, dodavanjem određenog udjela praha liskuna u premaz može poboljšati pokrivnost, propusnost zraka i visoke temperature premaza.
- (2) Vezivo EPC premaz vezivo je važan dio premaza. Ne samo da daje čvrstoću i razmazivost premaza, već također utječe na propusnost zraka i suspenziju premaza. Obično kombinacija anorganskog veziva i organskog veziva ne samo da jamči čvrstoću premaza na sobnoj temperaturi i visokoj temperaturi, već i učinkovito poboljšava propusnost zraka premaza. Zbog velike zapremine i tanke stijenke prijenosne kutije i prijenosne kutije, kako bi se osigurala krutost, čvrstoća i propusnost zraka premaza, tri vrste ljepila, bijeli lateks, α škrob i RSF prah sa efektom vlaženja odabrano. Vezivno sredstvo se miješa i koristi u određenim omjerima. Posebno odabir RSF praha učinkovito poboljšava krutost, čvrstoću i propusnost zraka premaza.
- (3) Glavna funkcija tekućine nosača je raspršivanje vatrostalnog praha u njoj. U lijevanju izgubljene pjene, uzimajući u obzir zahtjeve zaštite okoliša, primjene, sušenja, stvaranja plina i cijene, lako je koristiti vodu kao tekućinu nosač. Učinite da premaz dobije dobra svojstva suspenzije, četkanja i nepropusnosti.
- (4) Suspenzija premaza suspendirajućeg agensa izravno utječe na sposobnost premazivanja i kvalitetu premaza premaza, a također utječe i na radne performanse premaza. Zbog krupne veličine čestica vatrostalnog praha i velike viskoznosti premaza, pri pripremi premaza koriste se litijev bentonit i atapulgit kao suspendirajuća sredstva. Litij-bentonit i atapulgit mogu tvoriti trodimenzionalnu mrežnu strukturu u vodi. Kombinacija ova dva može poboljšati suspenziju premaza i poboljšati reologiju i procesne performanse premaza.
Uglavnom postoje sljedeće 3 vrste pomoćnih aditiva.
- EPjenušač. Koristi se za uklanjanje mjehurića nastalih miješanjem tokom procesa proizvodnje premaza.
- Ur Surfaktant. Glavna svrha dodavanja male količine tenzida u premaz je poboljšati prianjanje premaza na uzorak i olakšati nanošenje.
- ③ Antiseptik. Kako bi se olakšalo skladištenje i dugotrajna upotreba boje, boji se dodaje određena količina konzervansa, koji može učinkovito spriječiti pojavu plijesni, propadanje i gubitak viskoznosti u sezoni s višim temperaturama.
Istraživanje performansi premaza
1. Metoda ispitivanja performansi premaza
- (1) Gustoća boje se mjeri postupkom vaganja cilindričnog cilindra od 100 ml kako bi se odredila gustoća boje.
- (2) Test stabilnosti suspenzije premaza prihvaća cilindrični cilindar od 100 ml za određivanje metode brzine taloženja od 6 sati.
- (3) Baume mjerač (koristi se na mjestu proizvodnje) koristi se za ispitivanje koncentracije boje.
- (4) Ispitivanje debljine premaza: Umočite pripremljeni blok uzorka od pjenaste plastike 100 mm × 100 mm × 12 mm (po mogućnosti iz otpadnog bijelog kalupa), uronite ga u miješanu boju na 10 sekundi, izvadite i stavite na 50 ° C električno Nakon sušenja od 3 sata u kutiji za sušenje, izvadite ispitni blok i izmjerite debljinu premaza.
- (5) Testiranje propusnosti zraka na visoku temperaturu i čvrstoće visoke temperature premaza usvaja multifunkcionalni ispitivač performansi koji je razvio Univerzitet za nauku i tehnologiju Huazhong.
2. Performanse premaza za izgubljenu pjenu temelje se na gornjoj formuli premaza
Proces pripreme premaza
Mnogi testovi su otkrili da performanse premaza nisu vezane samo za formulaciju premaza, već i za proces formuliranja premaza. Ista formulacija i različiti postupci formulacije imaju veliki utjecaj na performanse premaza. Da bi se dobio premaz s dobrim performansama procesa, proces pripreme treba osigurati da su tiksotropno sredstvo, vezivo i otapalo potpuno dispergirani i da imaju snažnu adsorpciju s vatrostalnim prahom, tako da su komponente premaza potpuno integrirane, tako da su premaz ima dobru tiksotropiju i sposobnost nanošenja.
1. Oprema za pripremu boje
Brzi rastvorni mikser, valjkasti mikser za pijesak.
2. Način pripreme
- (1) Priprema premazivanja mokrim prahom: Uvaljani vatrostalni prah sipajte u valjkastu miješalicu za pijesak, miješajte 5-10 minuta, a zatim u smjesu sipajte vezivo, suspenzivno sredstvo i pomoćne dodatke U mlinu, nakon miješanja za 30-40 minuta bit će mljeveno i upakirano u vreće za kasniju upotrebu.
- (2) Priprema boje za kašu. Izvagati određenu količinu mokre boje u prahu, prema omjeru praha i vode u omjeru 1: 0.6 do 0.7, izvagati određenu količinu vode u kantu za miješanje boje i staviti kantu s bojom ispod miksera za brzu disperziju. Uključite mikser za brzo dispergiranje, a zatim dodajte izvaganu mokru boju u prahu. Miješajte pri velikoj brzini (800 ~ 900r/min) oko 40 minuta, a zatim miješajte pri niskoj brzini (< 600r/min) 2 sata. Nakon miješanja jednolične boje, ostavite je 24 sata, potpuno je sazrela i vlažnost se može podesiti prema zahtjevima Baumeovog stupnja tijekom upotrebe.
zaključak
- (1) Dodavanjem odgovarajuće količine praha liskuna u vatrostalni prah može se poboljšati svojstva premaza i suspenzije premaza. Kada se uzorak nanese, može se dobiti deblji premaz odjednom, smanjujući broj puta bojenja uzorka i pojednostavljujući. Proizvodni proces se poboljšava; dodavanjem odgovarajuće količine praha liskuna kako bi se postigla ista debljina premaza, smanjuje se ukupna težina uzorka nakon nanošenja, što može učinkovito osigurati krutost i čvrstoću uzorka; dodavanjem odgovarajuće količine praha liskuna smanjuje se premaz boksita u prahu Temperatura sinterovanja, premaz se lako odlijeva od lijevanja nakon izlijevanja, a površina odljevaka je glatka i čista.
- (2) U formuli premaza, dodavanjem veziva za vlaženje RSF praha, prianjanje premaza na uzorak pjene je očigledno poboljšano, a i čvrstoća premaza je poboljšana, što je vrlo važno kako bi se osigurala krutost i čvrstoća uzorka .
- (3) Litijev bentonit i atapulgit koriste se u kombinaciji. U skladu s postupkom miješanja formuliranim za premaze sa izgubljenom pjenom, potvrđeno je da su suspenzijska, tiksotropna i svojstva premaza značajno poboljšana. Debljina sloja je ujednačena, izbjegavajući nedostatke lijepljenja pijeska uzrokovane izlaganjem bijele plijesni.
Molimo zadržite izvor i adresu ovog članka radi ponovnog štampanja: Premaz za lijevanje izgubljene pjene za velike složene dijelove ljuske sa tankim zidovima
Minghe Tvrtka za lijevanje tla posvećeni su proizvodnji i pružaju kvalitetne dijelove i dijelove za lijevanje visokih performansi (opseg dijelova za livenje metala uglavnom uključuje Tankozidno lijevanje,Vruće komore Die Casting,Livenje u hladnoj komori), Okrugla usluga (usluga lijevanja,CNC obrada,Izrada kalupa, Površinska obrada). Bilo koji prilagođeni lijev od aluminija, livenje magnezijumom ili Zamakom / cinkom i drugi odljevci dobrodošli su da nas kontaktirate.

Pod kontrolom ISO9001 i TS 16949, svi procesi se provode kroz stotine naprednih mašina za livenje pod tlakom, 5-osnih mašina i drugih objekata, od blastera do Ultra Sonic mašina za pranje rublja. Minghe ne samo da ima naprednu opremu već ima i profesionalnu opremu tim iskusnih inženjera, rukovatelja i inspektora kako bi ostvarili dizajn kupca.

Ugovorni proizvođač kalupa. Mogućnosti uključuju dijelove za livenje aluminijuma u hladnoj komori od 0.15 lbs. do 6 lbs., brza promjena i obrada. Usluge s dodanom vrijednošću uključuju poliranje, vibriranje, uklanjanje brušenja, miniranje sačmama, farbanje, oblaganje, premazivanje, montaža i obrada alata. Materijali s kojima se radi uključuju legure poput 360, 380, 383 i 413.

Pomoć pri dizajniranju lijevanja cinkom / istovremene inženjerske usluge. Prilagođeni proizvođač preciznih odljevaka od cinka. Mogu se proizvoditi minijaturni odljevci, odljevci za kalupe pod visokim pritiskom, odlivci kalupa sa više klizača, konvencionalni odljevci od kalupa, odljevci za kalupe i neovisni kalupi i odljevci sa šupljinom. Odljevci se mogu izrađivati u dužinama i širinama do 24 in. U toleranciji +/- 0.0005 in.

ISO 9001: 2015 certificirani proizvođač lijevanog magnezijuma. Mogućnosti uključuju lijevanje magnezijumom pod visokim pritiskom do 200 tona vruće komore i 3000 tona hladne komore, dizajn alata, poliranje, oblikovanje, obrada, farbanje u prahu i tečnostima, puni QA sa CMM mogućnostima , montaža, pakovanje i dostava.

Ovjeren ITAF16949 Dodatna usluga lijevanja uključuje investiranje,livenje peska,Gravitacijsko lijevanje, Casting Lost Foam,Centrifugalno livenje,Vakuumski livenje,Trajno lijevanje kalupa, .Sposobnosti uključuju EDI, inženjersku pomoć, solidno modeliranje i sekundarnu obradu.

Casting Industries Studije slučaja za dijelove za automobile, bicikle, zrakoplove, muzičke instrumente, plovila, optičke uređaje, senzore, modele, elektroničke uređaje, kućišta, satove, mašine, motore, namještaj, nakit, vrpce, telekom, osvjetljenje, medicinske uređaje, fotografske uređaje, Roboti, skulpture, zvučna oprema, sportska oprema, alat, igračke i još mnogo toga.
Šta vam možemo dalje pomoći?
∇ Idite na početnu stranicu za Kina za lijevanje pod pritiskom
→Dijelovi za lijevanje- Otkrij šta smo uradili.
→ Povezani savjeti o Usluge lijevanja
By Proizvođač lijevanja Minghe | Kategorije: Korisni članci |materijal Tagovi: Aluminijsko livenje, Lijevanje cinka, Magnezijum lijevanje, Titanijsko livenje, Lijevanje nehrđajućeg čelika, Lijevanje od mesinga,Lijevanje bronce,Casting Video,Istorija kompanije,Aluminijsko livenje | Komentari isključeni







